شرکت رشد صنعت نیرو (RSN) با سه دهه تجربه در زمینه تعمیرات اساسی انواع الکتروموتور و ژنراتور توانسته طیف گستردهای از خدمات را به صنایع مختلف کشور از جمله معادن و فلزات، نفت و گاز و پتروشیمی، صنعت آب و برق، صنعت سیمان و… ارائه نماید.
RSN با تکیه بر توان مهندسی و با در اختیار داشتن پرسنل متخصص و با تجربه و با بکار گیری تجهیزات و استانداردهای روز دنیا قادر به انجام فرآیند تست، ایرادیابی، اورهال، تعمیر و ساخت قطعات یدکی انواع الکتروموتورها و ژنراتورهای فشار قوی و فشار ضعیف میباشد.
ساخت و تعویض کویل
الکتروموتورها و ژنراتورهای فشار متوسط و فشار قوی در بخش سیم پیچ خود از مجموعه ای کویل استفاده می کنند که به سیم پیچ منظم یا form wound مرسوم هستند.
شرکت رشد صنعت نیرو (RSN) تجهیزات کامل جهت ساخت کویلهای فشار متوسط و فشار قوی تا سطح ولتاژ 18 کیلوولت و بدون محدودیت در سایز و توان را در اختیار دارد. ساخت کویلها در فضای تمیز و عاری ازگرد و خاک و آلودگیهای فلزی و با استفاده از عایقهای مرغوب تولید شده توسط برندهای مطرح اروپای غربی انجام میگیرد. جهت ساخت و جایگزینی کویل های جدید از تکنولوژی تزریق رزین در خلاء VPI استفاده میشود و در صورت نیاز میتوان از تکنولوژی RESIN RICH نیز استفاده نمود.
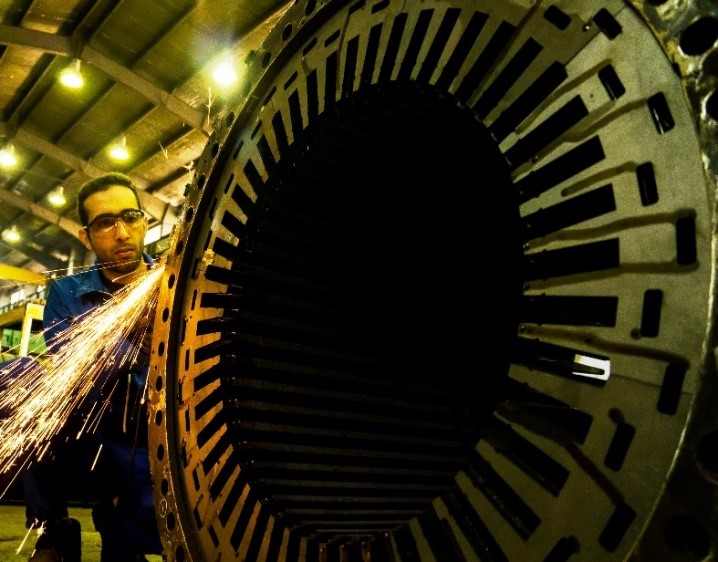
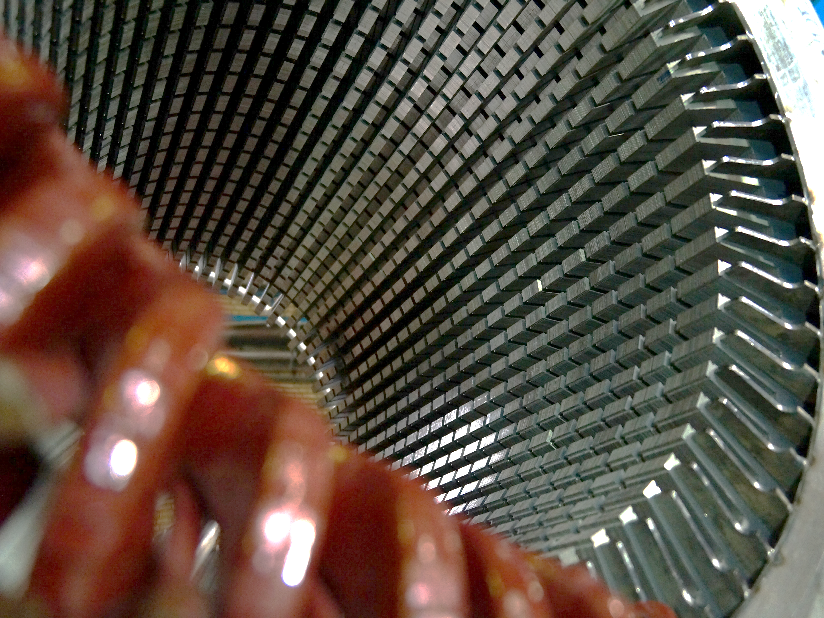
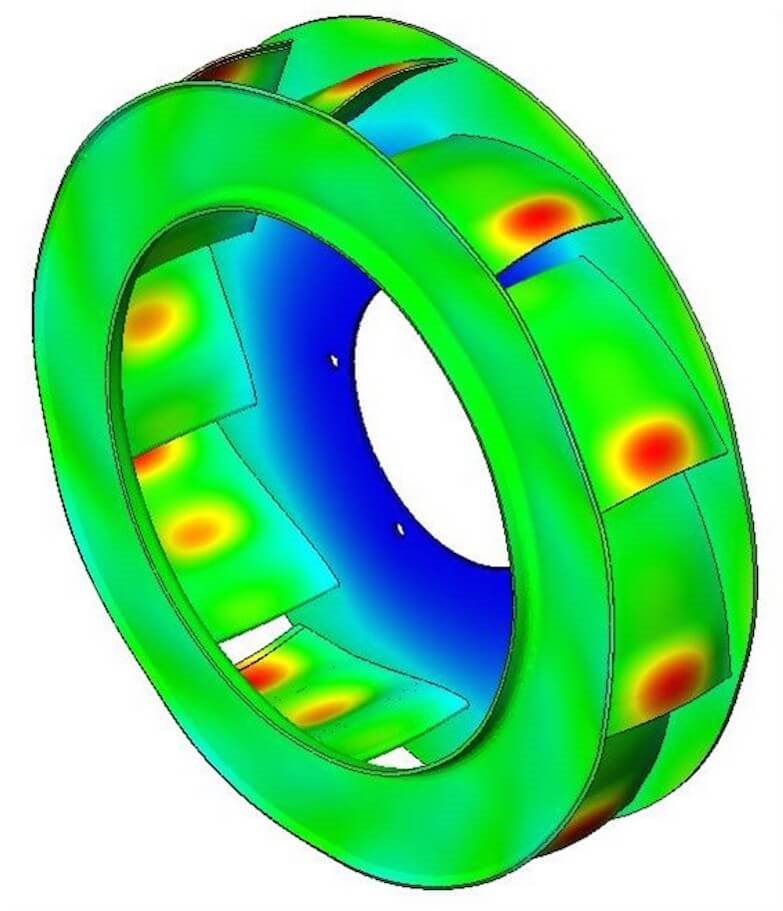
ساخت و تعویض هسته روتور و استاتور
در برخی از موارد بر اثر استهلاک و کار کرد زیاد، کیفیت عایق ورقهای هسته کاهش یافته و تلفات سیم پیچ افزایش مییابد که منجر به افزایش دمای کاری الکتروموتور و کاهش راندمان آن میشود. همچنین ممکن از بر اثر آرک زدگی بخشی از هسته معیوب گردد و یا بر اثر عیوب مکانیکال از جمله خرابی بیرینگ و هوزینگ و یا بریدن شفت، روتور با استاتور تماس پیدا کرده و منجر به خرابی ورقهای هسته گردد. جهت تعمیر هسته میتوان از روشهای موضعی مانند شستشو و پولیش و در صورتی که حجم خرابی زیاد باشد از روش تورق هسته استفاده نمود. اما در مواردی نیز حجم خرابی و آسیب به حدی است که باید تمام یا بخشی از هسته روتور یا استاتور ساخته شده و تعویض گردد.
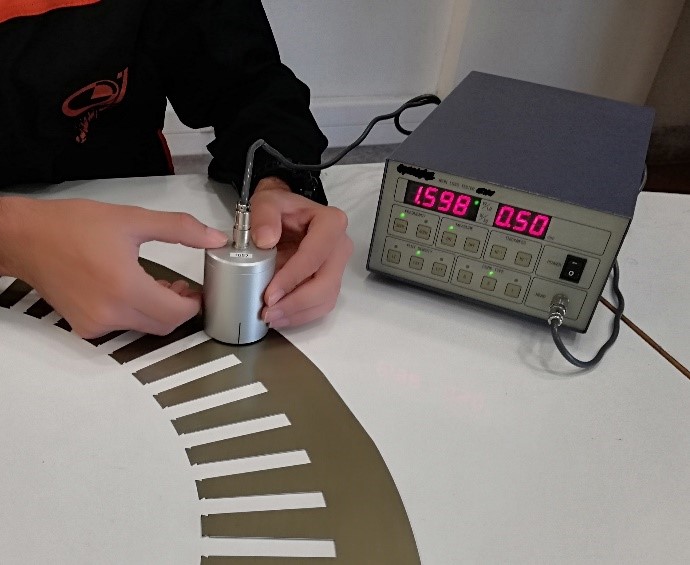
در شرکت رشد صنعت نیرو (RSN) فرآیند تعمیرات و تست هسته با استفاده از روشهای نوین انجام میپذیرد و در صورت نیاز به ساخت و تعویض هسته، ابتدا با استفاده از دستگاه اندازه گیری تلفات هسته CORE LOSS TESTER، گرید ورق هسته استفاده شده در نمونه اصلی مشخص شده و سپس با استفاده از ورق هسته با تلفات کمتر و یا هم اندازه ی نمونه اصلی اقدام به ساخت ورق هسته ی جدید میشود. همچنین یکی از روشهای بهبود دمای کاری الکتروموتور و افزایش راندمان آن استفاده از ورقهای هسته جایگزین با تلفات حرارتی کمتر از نمونه اصلی میباشد که در RSN این فرآیند انجام میپذیرد.
تعمیر و ساخت شفت
یکی از کلیدی ترین بخش های هر ماشین الکتریکی دوار، شفت یا محور آن میباشد. بر اثر کار کرد زیاد و یا اعمال تنشهای نا متعارف و یا مشکلات احتمالی در نصب و الایمنت و… ممکن است شفت الکتروموتور دچار تغییر سایز، لنگی و خروج از گردی شود. در شرکت رشد صنعت نیرو (RSN) کلیه تست های مکانیکال و ابعاد سنجیها با استفاده از ابزارهای ابعاد سنجی کالیبره شده بازرسی و کنترل میگردد.
در صورت نیاز به تعمیر شفت از سطح سازی BUILD UP به یکی از روش های جوشکاری و یا متال اسپری استفاده میگردد و سطوح تعمیر شده مجددا با رعایت تلرانس های ابعادی و هندسی ماشین کاری میگردد.
در صورت نیاز به ساخت و تعویض شفت نیز، ابتدا متریال استفاده شده در نمونه ی اصلی آنالیز شده و پس از مشخص شدن نوع آلیاژ و میزان سختی آن، شفت جدید با استفاده از متریال مشابه یا متریال با سطح استحکام بالاتر ساخته شده و جایگزین میشود. کلیه تست های غیر مخرب شامل تست مایع نافذ ( penetration test Liquid )، تست ذرات مغناطیسی ( Magnetic particle test )، تست آلتراسونیک ( Ultrasonic wave ) و بازرسی های چشمی ( Visual test ) در حین فرآیند های ساخت و جوشکاری با استناد به استانداردهای مرجع انجام میپذیرد.
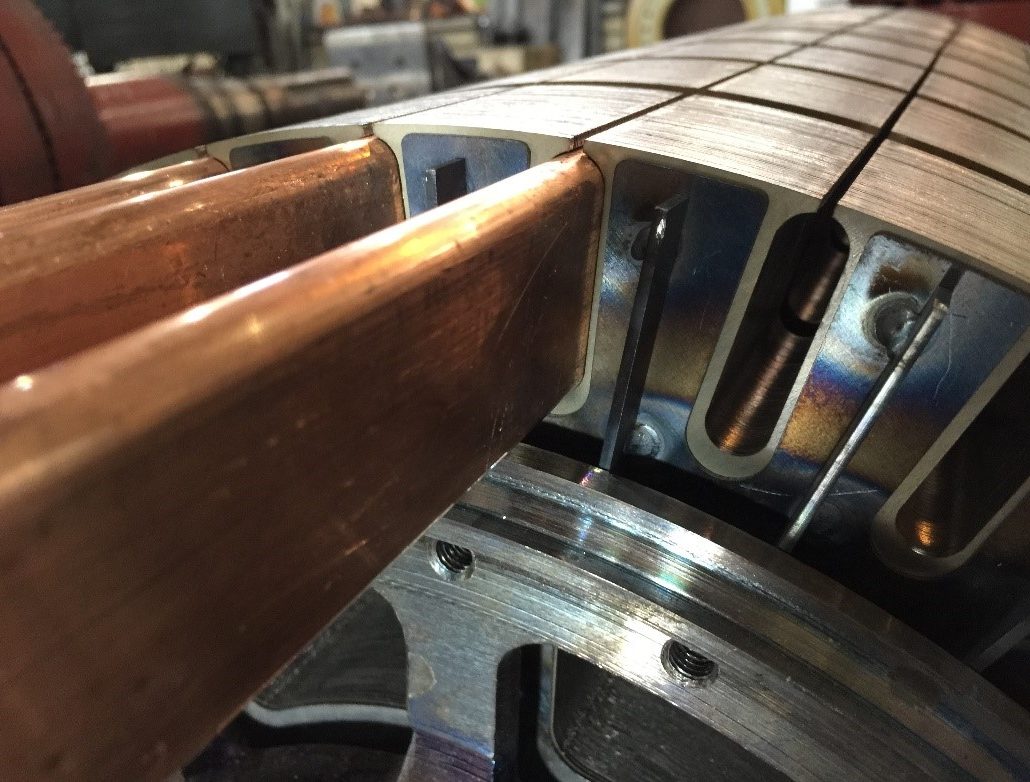
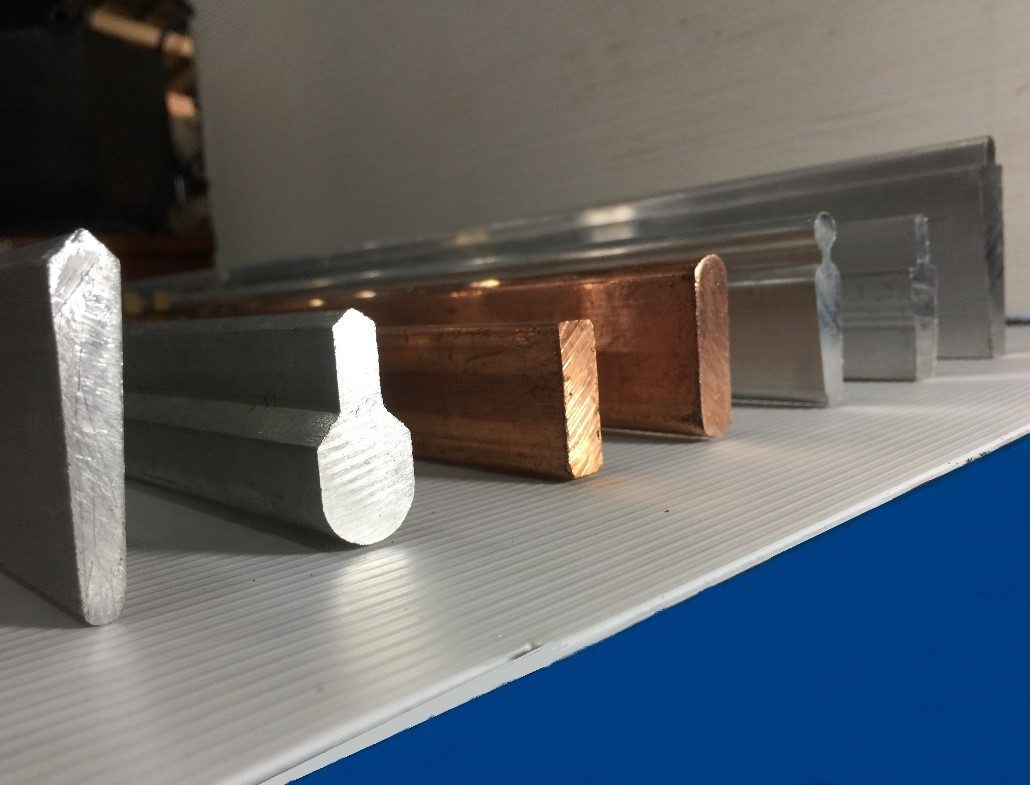
تعویض راد و رینگ اتصال کوتاه روتور
در روتورهای قفس سنجابی ( Squirrel cage ( از روتور بارهای آلومینیوم یا مسی استفاده میشود. به وجود آمدن ترک یا شکستن رادهای روتور در طول رادها و یا از محل اتصال به رینگهای اتصال کوتاه طرفین، یکی از عیوبی است که منجر به خرابی در الکتروموتورها میشود. در اینگونه موارد نیاز است تا رادهای قبلی دمونتاژ شده و رادهای جدید ساخته شده و در هستهی روتور مونتاژ گردند.
در RSN ساخت و تعویض انواع رادهای مسی و آلومینیومی بدون محدودیت در سایز و هندسه ی مقطع رادها انجام میپذیرد. جوشکاری راد به رینگ های اتصال کوتاه طرفین روتور با روشهای بریزینگ و GMAW یا GTAW انجام میپذیرد.
ساخت، تعویض و تعمیرات انواع کلکتور
کلکتور یا کموتاتور قطعه ای حساس از ماشین های جریان مستقیم میباشد که بر اثر دلایل مختلف ممکن است دچار خرابی و عیب گردد. خرابیهای شایع در کلکتور الکتروموتورهای DC، سایش و ناهمواری سطح کلکتور، اتصال کوتاه بین تیغههای کلکتور، اتصال بدنه کلکتور با شفت، بالازدگی تیغهها، آرک زدگی تیغهها، شکستگی رایزر و آلودگی شدید ناشی از سایش بیش از حد ذغال میباشند. هر یک از این عیوب نیازمند فرآیندهای تعمیراتی مختلف است که در شرکت رشد صنعت نیرو (RSN) بدون محدودیت در سایز و نوع کلکتور کلیه فرآیندهای تعمیراتی با استفاده از مواد عایقی مرغوب و جدید ترین روشها انجام میپذیرد. در برخی از موارد نیز به دلیل استهلاک و خرابی بیش از حد کلکتور یا کوچک شدن قطر کلکتور از مینیمم مقدار مجاز، نیاز است تا کلکتور جدید ساخته شده و جایگزین نمونه قبلی شود.
در RSN ساخت کلکتورها با استفاده از مس بدون اکسیژن و مواد عایقی مرغوب انجام میپذیرد و کلیه تست های الکتریکال و مکانیکال مطابق با استانداردهای روز دنیا انجام میپذیرد. همچنین کلیه کلکتورهای ساخت این شرکت تحت شرایط تست سیزینینگ قرار میگرند که سخت گیرانه ترین تایپ تست کلکتور با هدف شبیه سازی بد ترین شرایط احتمالی بهره برداری و کاری در حالت دمای ماکزیمم و اور اسپید ( over speed ) محسوب میشود.
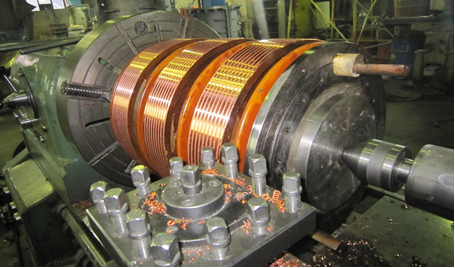
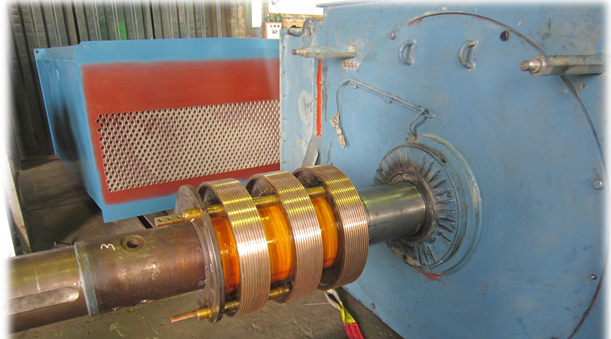
ساخت، تعویض و تعمیرات انواع اسلیپ رینگ
اسلیپ رینگها یا رینگهای لغزش یکی از قطعات مورد استفاده در الکتروموتورهای روتور سیم پیچی شده و برخی از ژنراتورها هستند که بخشی از مدار الکتریکال روتور محسوب میگردند. سایش و عدم کیفیت سطح رینگهای اسلیپ رینگ باعث افزایش نرخ مصرف ذغال ها و در نتیجه آلودگی در بخش اسلیپ رینگ خواهد شد و افزایش سطح آلودگی باعث کاهش مقاومت عایقی و اتصال بدنه بین اسلیپ رینگ و شفت و یا اتصال کوتاه بین رینگهای اسلیپ رینگ خواهد شد که میتواند باعث توقف و عدم کارآیی الکتروموتور یا ژنراتور شود.
جهت جلوگیری از این عیوب نیاز است تا الکتروموتورهای اسلیپ رینگی در بازه های زمانی کمتری نسبت به الکتروموتورهای قفس سنجابی، تحت تست و عملیات اورهال قرار گیرند. شستشو و رطوبت گیری روتور و اسلیپ رینگ، انجام تست های الکتریکال و مکانیکال، روتراشی و پولیش اسلیپ رینگ و تقویت عایقی آن، از آیتمهای روتین در اورهال الکتروموتورهای اسلیپ رینگی محسوب میشود.
در شرکت رشد صنعت نیرو (RSN) تعمیرات و اورهال انواع اسلیپ رینگ و الکتروموتورهای اسلیپ رینگی بدون محدودیت در ولتاژ و توان مطابق با آخرین روشهای استاندارد انجام میپذیرد و در صورت نیاز به ساخت اسلیپ رینگ جدید و جایگزینی آن با نمونه قبلی، استفاده از مواد اولیه با بالاترین درجه ی کیفی و در صورت مسی بودن رینگها با استفاده از مس بدون اکسیژن با خلوص بالا ( Oxygen free copper) انجام میپذیرد.
ساخت انواع فن و مبدلهای حرارتی
در تمام الکتروموتورها, منابع تولید حرارت مختلفی وجود دارند که سیستم خنک کاری الکتروموتورها باید بتواند با ظرفیت مناسب، تلفات حرارتی را منتقل کند. از همین رو مطابق با استاندارد IEC60034-6 سیستم های خنک کاری الکتروموتورها تقسیم بندی و کد گذاری شده است. شایع ترین روشهای خنک کاری در الکتروموتورها IC411-IC511-IC611 هستند. در اکثر سیستمهای خنک کاری ، از انواع فنها استفاده میشود که فن های سانتریفیوژ به دلیل راندمات بهتر و نویز کمتر در اولویت قرار میگرند.
متریال مورد استفاده در ساخت فنها معمولا فولاد یا آلومینیوم و در برخی موارد چدن میباشد. همچنین در فن الکتروموتورهای توان پایین ممکن است از انواع پلیمرها استفاده شود. بخش دیگری سیستم خنک کاری مبدل حراراتی میباشد که در الکتروموتورهای IC411 و IC511 به صورت درون ساخته ( BUILT-IN ) و بخشی از فریم اصلی الکتروموتور محسوب میگردد اما در الکتروموتورهای IC611 ، مبدل حرارتی به عنوان قطعه ای منفصل از الکتروموتور ساخته میشود که قابلیت دمونتاژ و مونتاژ بر روی فریم اصلی را دارد.
در شرکت رشد صنعت نیرو (RSN) انواع فن و مبدل های حرارتی بدون محدودیت در نوع و سایز آنها طراحی و ساخته میشود. همچنین ارائه راهکارهای مهندسی جهت اصلاح دمای کاری الکتروموتورها با طراحی جدید و اعمال تغییرات در سیستم های خنک کاری ، بخشی از خدمات RSN به صنایع مختلف کشور میباشد.